Step:1
RM Arrival from Farm ?
Fresh RM comes straight away from Farms
- QC Checks Perform
- Visual Inspection
- TSS Measurement
- Foreign Contamination Checking

Step:2
Washing and Sanitation
Washing of RM through latest ozone
QC Check
- cleaning method
- PPM Check
Step:3
Slicing and Feeding on belt
QC Check
- Slice thickness checking through Vernier calliper
Step:4
5 Stage Drying through Multistage
Hot air drying
- Moisture Measurement
Step:5
Second stage hot drying
QC Check
- Moisture Measurement
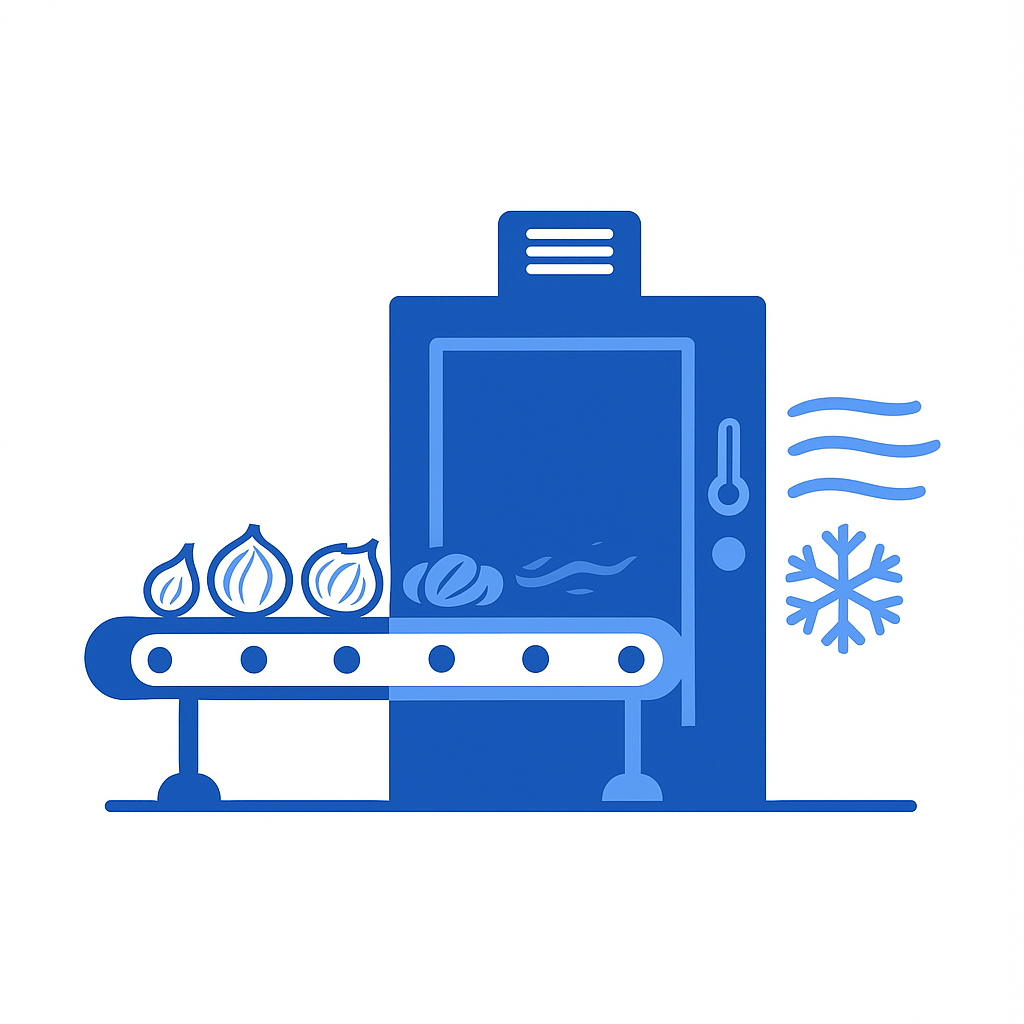
Step:6
Dehydrated onion slices are moved through food-grade conveyors a controlled conditioned room & get cooling in a cold dryer.
QC Check
- Maintain Temperature & Humidity of environment
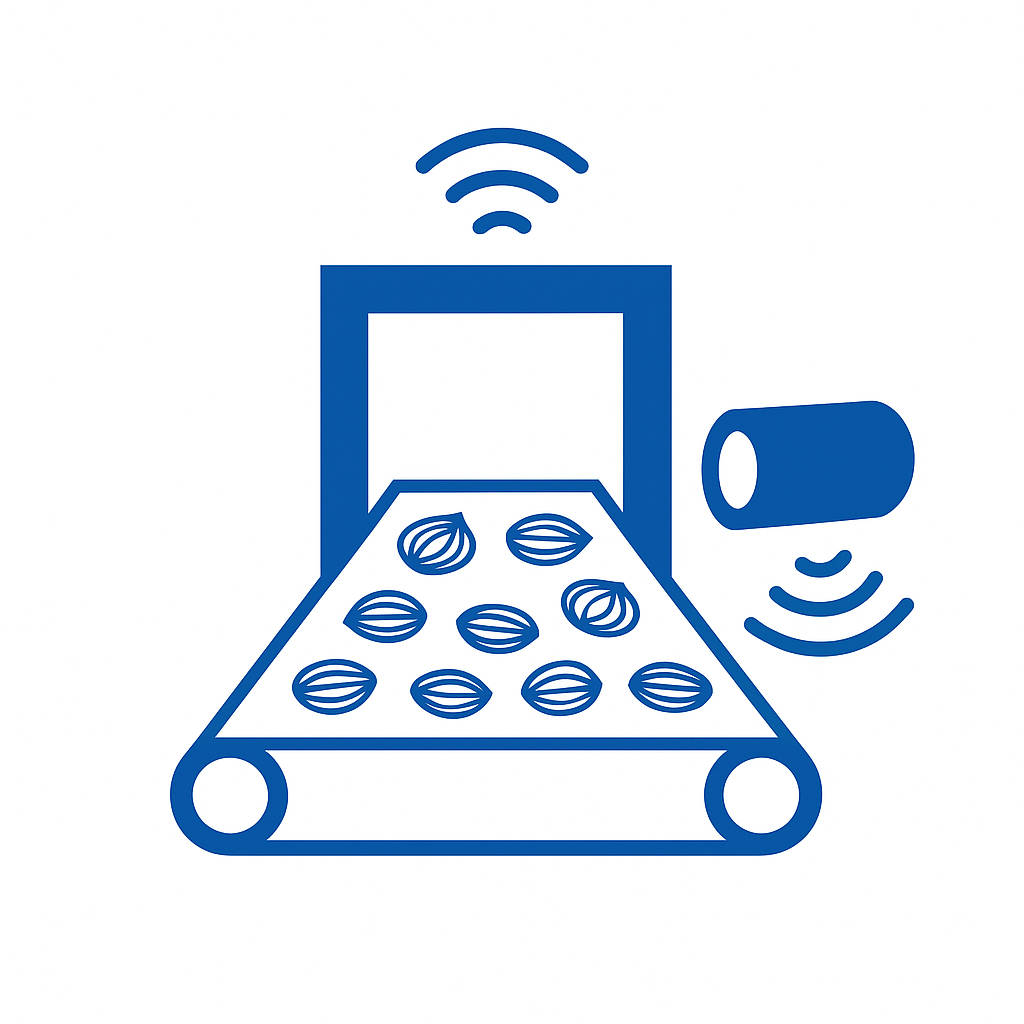
Step:7
Crispy onion slices passes through huller machine. Here kapcha, kibbled are separated & further skins are removed through efficient air aspirator
QC Check
- Vegetable impurities ratio checking
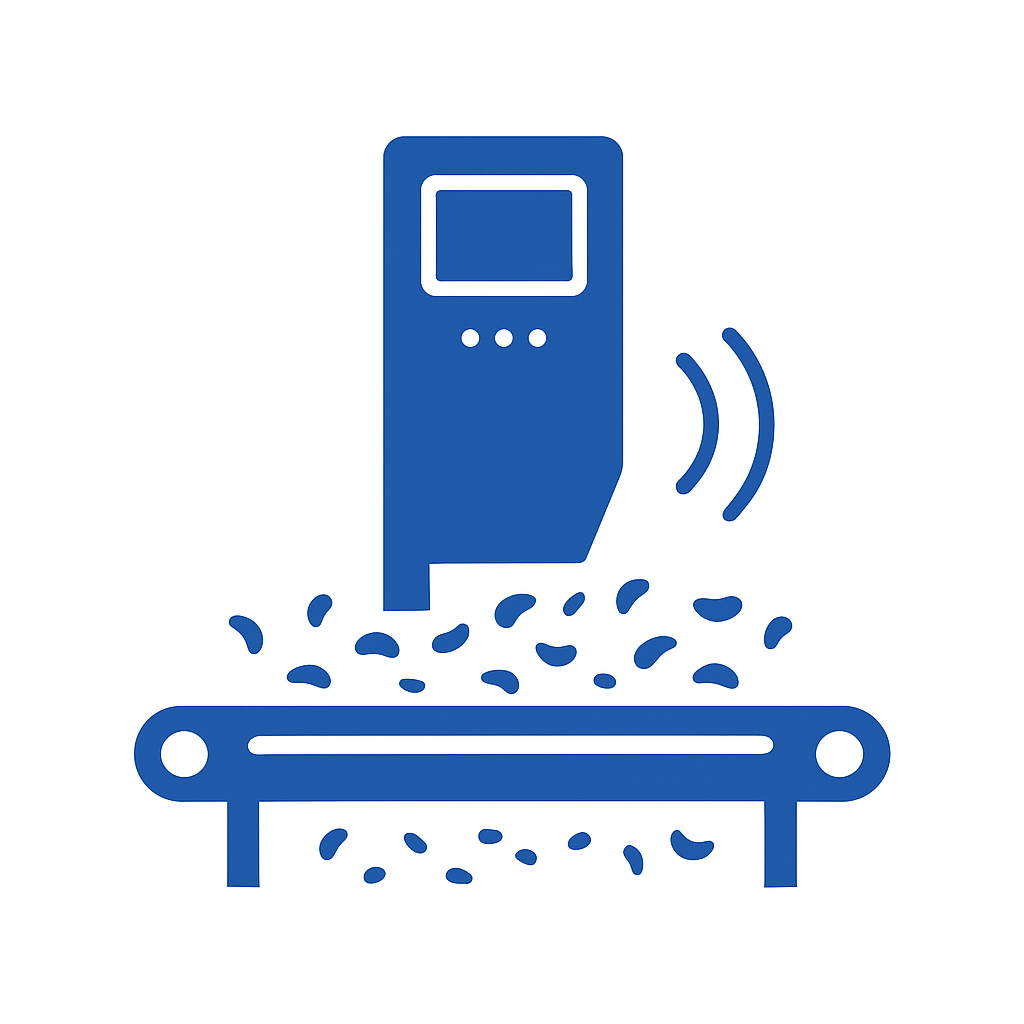
Step:8
Kibbled sorting based on high-definition image sensing technology to remove onion roots & other impurities.
QC Check
- Foreign matter check
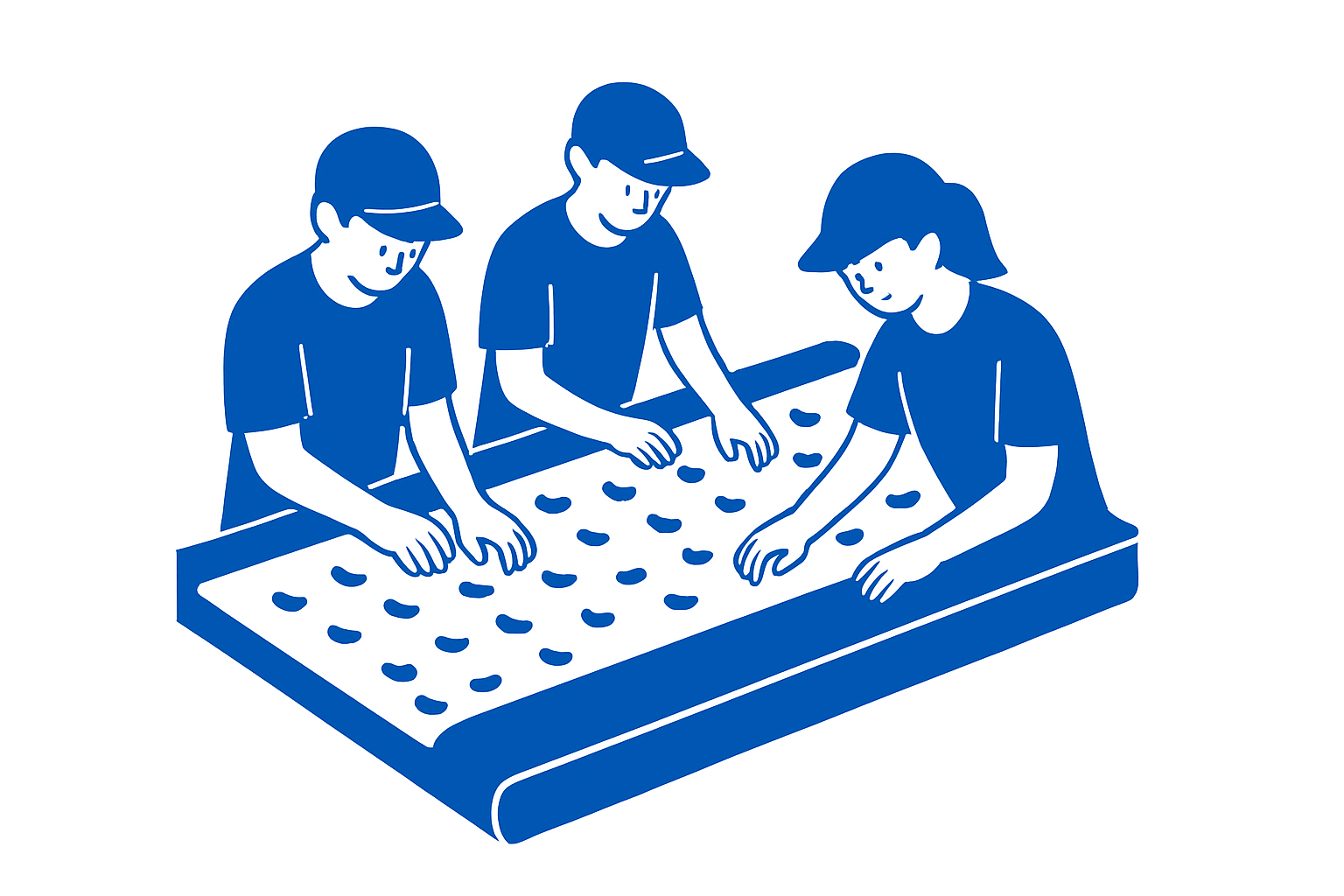
Step:9
Sorted Onion Kibbled pass Through Manual sorting belt to remove remaining foreign bodies
QC Check
- Check Foreign bodies contamination
Step:10
Pass Through High Effective Rare earth magnets and metal detector to remove metallic impurities.
QC Check
- Varification through metal pieces (CCP)
Step:11
Finished final product i.e. dehydrated onion kibble is packed in moisture free food grade 2 layer polybags of high standard quality
QC Check
- Packing material inspection
Step:12
The polybags are packed in paper bags or in corrugated boxes as per the requirement of customers
QC Check
- Packaging Material inspection, Sealing Check